

錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍
文章作者:臺(tái)翰機(jī)械 發(fā)布時(shí)間: 瀏覽次數(shù):2234次
摘要:對(duì)錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍很是好奇的網(wǎng)友們可別錯(cuò)過下文,接下來,小編就會(huì)在下文中給廣大網(wǎng)友們?cè)敿?xì)介紹一下,有需要的網(wǎng)友們可以好好參考一番!

深孔鉆削加工(孔深和孔徑的比值>10)在機(jī)械加工領(lǐng)域中占有非常重要的地位,約占孔加工量的40%以上。隨著科學(xué)技術(shù)的進(jìn)步,新型高強(qiáng)度、高硬度和高價(jià)值難加工深孔零件的不斷出現(xiàn),加工工件在加工深度、加工精度以及加工效率上要求的不斷提高,使得深孔加工成為機(jī)械加工的關(guān)鍵工序和加工難點(diǎn)。傳統(tǒng)的加工方法由于工藝系統(tǒng)剛度,切削排出及冷卻潤滑的問題。越來越難以滿足甚至根本達(dá)不到現(xiàn)在的深孔加工在精度、效率、材料上的要求。所以這時(shí)的深孔加工需要一種特定的鉆削技術(shù)的支持。隨著我國機(jī)械制造業(yè)的迅速發(fā)展,使得原本局限于軍事工業(yè)、航空航天等特定領(lǐng)域的深孔加工技術(shù)及裝備在我國各行業(yè)也得到了廣泛的應(yīng)用,接下來,小編就會(huì)給廣大網(wǎng)友們?cè)敿?xì)介紹一下錯(cuò)齒深孔鉆床鉆孔范圍,希望網(wǎng)友們喜歡!
錯(cuò)齒深孔鉆床鉆孔范圍
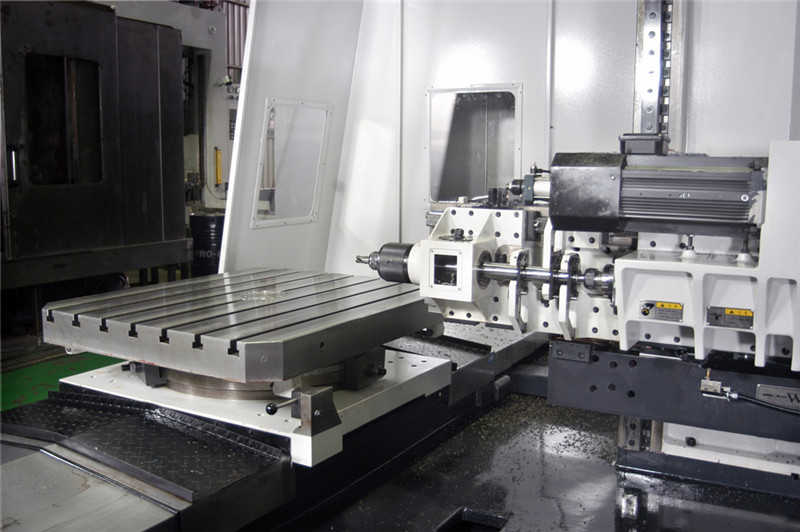
錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍,如下所示:
新型錯(cuò)齒內(nèi)排屑深孔鉆的平均鉆孔長度可達(dá)16m,是普通型錯(cuò)齒深孔鉆鉆孔長度的2倍多。對(duì)鉆孔質(zhì)量進(jìn)行測(cè)量,新型深孔鉆的鉆出的孔,圓度誤差比普通型深孔鉆約小3μm,孔徑擴(kuò)大量小0.04mm,孔尺寸精度可達(dá)到IT7~IT8,表面粗糙度Ra=1.0~3.2μm。
錯(cuò)齒深孔鉆床鉆孔范圍
了解清楚錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍之后,讓我們一起看看搓齒機(jī)的成形原理吧!
安裝在左右滑臺(tái)上的對(duì)置的兩把搓齒模具,通過伺服電機(jī)+滾珠絲桿驅(qū)動(dòng)搓齒模具作同步相對(duì)直線運(yùn)動(dòng);左右搓齒模具被修磨成逐漸切入的齒形,工件由前后頂尖支撐,可以通過前后頂尖位移功能將工件送至加工區(qū)且可以方便的調(diào)整工件被加工部位;左右搓齒模具同步相對(duì)運(yùn)動(dòng)從而驅(qū)動(dòng)工件旋轉(zhuǎn)并逐漸的將工件擠壓成形,成形后Zui終退出。
以上就是小編給廣大網(wǎng)友們介紹的錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍,有需要的網(wǎng)友們可以參考一下哦!
本文由自動(dòng)鉆孔機(jī)廠家-臺(tái)翰機(jī)械整理發(fā)布,轉(zhuǎn)載請(qǐng)注明出處,原文地址:http://www.szsszj.cn/news/269.html
延伸閱讀
-
18-11-19對(duì)錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍很是好奇的網(wǎng)友們可別錯(cuò)過下文,接下來,小編就會(huì)在下文中給廣大網(wǎng)友們?cè)敿?xì)介紹一下,有需要的網(wǎng)友們可以好好參考一番!
-
18-11-19對(duì)錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍很是好奇的網(wǎng)友們可別錯(cuò)過下文,接下來,小編就會(huì)在下文中給廣大網(wǎng)友們?cè)敿?xì)介紹一下,有需要的網(wǎng)友們可以好好參考一番!
-
18-11-19對(duì)錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍很是好奇的網(wǎng)友們可別錯(cuò)過下文,接下來,小編就會(huì)在下文中給廣大網(wǎng)友們?cè)敿?xì)介紹一下,有需要的網(wǎng)友們可以好好參考一番!
-
18-11-19對(duì)錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍很是好奇的網(wǎng)友們可別錯(cuò)過下文,接下來,小編就會(huì)在下文中給廣大網(wǎng)友們?cè)敿?xì)介紹一下,有需要的網(wǎng)友們可以好好參考一番!
-
18-11-19對(duì)錯(cuò)齒深孔鉆床鉆孔范圍之新型錯(cuò)齒內(nèi)排屑深孔鉆鉆孔范圍很是好奇的網(wǎng)友們可別錯(cuò)過下文,接下來,小編就會(huì)在下文中給廣大網(wǎng)友們?cè)敿?xì)介紹一下,有需要的網(wǎng)友們可以好好參考一番!
Zui新資訊
/NEWS猜您想找
/News- 如何對(duì)深孔鉆鏜床進(jìn)行保養(yǎng)
- 數(shù)控機(jī)床維修的基本要求
- 磁力鉆孔機(jī)怎么安裝換鉆頭?
- 數(shù)控機(jī)床的組成和工作原理
- 深孔鉆床方料 通常鉆頭旋轉(zhuǎn)為主運(yùn)動(dòng)
- 高端設(shè)備市場(chǎng)—數(shù)控機(jī)床行業(yè)發(fā)展的主戰(zhàn)場(chǎng)
- 深孔鉆孔加工中心以及深孔鉆分類的介紹
- 墻面鉆孔機(jī)怎么使用?簡(jiǎn)單教程分享
- 深孔槍鉆轉(zhuǎn)速和進(jìn)給咋調(diào)?
- 介紹eon深孔鉆削油的相關(guān)知識(shí)
- 加工中心能否自定義m代碼?具體方法!
- 全深孔鉆與深孔鉆的比較